TL;DR #
If you’re evaluating camel oil as an active in a moisturizing or barrier-repair cream, the first question shouldn’t be about sourcing — it should be about stability. Raw camel oil carries an unsaturated fatty acid content approaching 40%, and that number alone tells you it will oxidize before it delivers meaningful benefit in a finished formula. We’ve seen this repeatedly during ingredient qualification: buyers spec the oil based on fatty acid profile and in-vitro skin-feel data, then receive shelf-life complaints six months post-launch. The problem was never the oil. It was the delivery format.
Microencapsulation with a biopolymer composite wall is the practical answer. This article walks through the process parameters, performance data, and formulation behavior of camel oil microcapsules produced via complex coacervation — and gives you the numbers you need to evaluate whether this technology fits your next development brief.
Camel Oil Microcapsule Encapsulation Efficiency: Process Parameters and Optimization Data #
Getting the encapsulation rate above 90% requires dialing in four variables simultaneously: core-to-wall ratio, emulsifier blend ratio, total wall material concentration, and homogenization speed. Single-factor testing isolates each one, but the orthogonal matrix reveals the interaction effects that actually determine peak performance.
Core-to-Wall Volume Ratio
Within the 1:2 to 3:4 core-to-wall range, encapsulation efficiency holds relatively flat. Push the core fraction higher and the rate drops — wall material can’t keep pace with the increasing oil load, and capsule integrity deteriorates. The working window is 1:2 through 3:4; beyond that, you’re wasting oil in your surface fraction.
Emulsifier System
The Tween 80 / Span 80 combination creates synergistic O/W stabilization. At a 2:3 Tween:Span ratio, encapsulation rate reached 87.78 ± 1.74%. Pushing Span content higher increases emulsion viscosity and slows O/W system formation — you trap less core material per unit wall, and the rate drops. The 1:2 Tween:Span ratio emerged as optimal in the orthogonal confirmation.
Wall Material Concentration
This is the variable with the highest R-value (0.84) in variance analysis — meaning it has the strongest individual influence on encapsulation efficiency. At 1.2% total wall fraction, shell thickness is insufficient and core leakage is measurable. At 1.5%, efficiency peaks. Above that, system viscosity increases to the point where wall polymers begin bridging and cross-aggregating before proper capsule formation, pulling efficiency back down. The optimized condition landed at 2% — counterintuitively higher than the single-factor peak, because in combination with other optimized parameters the system handles the higher concentration without the viscosity penalty.
Homogenization Speed
At 10,000 rpm, single-factor testing suggested maximum encapsulation. However, the orthogonal result shifted the optimum to 30,000 rpm when all four factors are co-optimized — at higher shear you get finer, more uniform droplets that the wall system can coat more completely.



Orthogonal Optimization Result
Optimal conditions: core-to-wall volume ratio 3:4, Tween:Span ratio 1:2, total wall material fraction 2%, homogenization speed 30,000 rpm. Confirmed encapsulation rate under these conditions: 92.67% across three replicate runs. All four factors showed statistically significant effects (p < 0.01) in variance analysis.
Process Parameter Comparison #
| Parameter | Tested Range | Optimal Value | Effect on Encapsulation Rate |
|---|---|---|---|
| Core-to-wall volume ratio | 1:2 → 4:5 | 3:4 | Drops sharply above 3:4; R = 0.37 |
| Tween:Span emulsifier ratio | 1:2 → 2:1 | 1:2 | Peak at 2:3 in single-factor; 1:2 in orthogonal; R = 0.54 |
| Total wall material fraction | 1.2% → 3.0% | 2.0% | Strongest single influence; R = 0.84 |
| Homogenization speed | 10,000 → 40,000 rpm | 30,000 rpm | Interaction-dependent; R = 0.36 |
Physicochemical Performance of Camel Oil Microcapsules: Structural Integrity and Oxidative Stability #
Encapsulation rate is just the entry ticket. What matters downstream is whether the wall holds up structurally, thermally, and oxidatively over the product’s intended shelf life.
Morphology and Particle Size
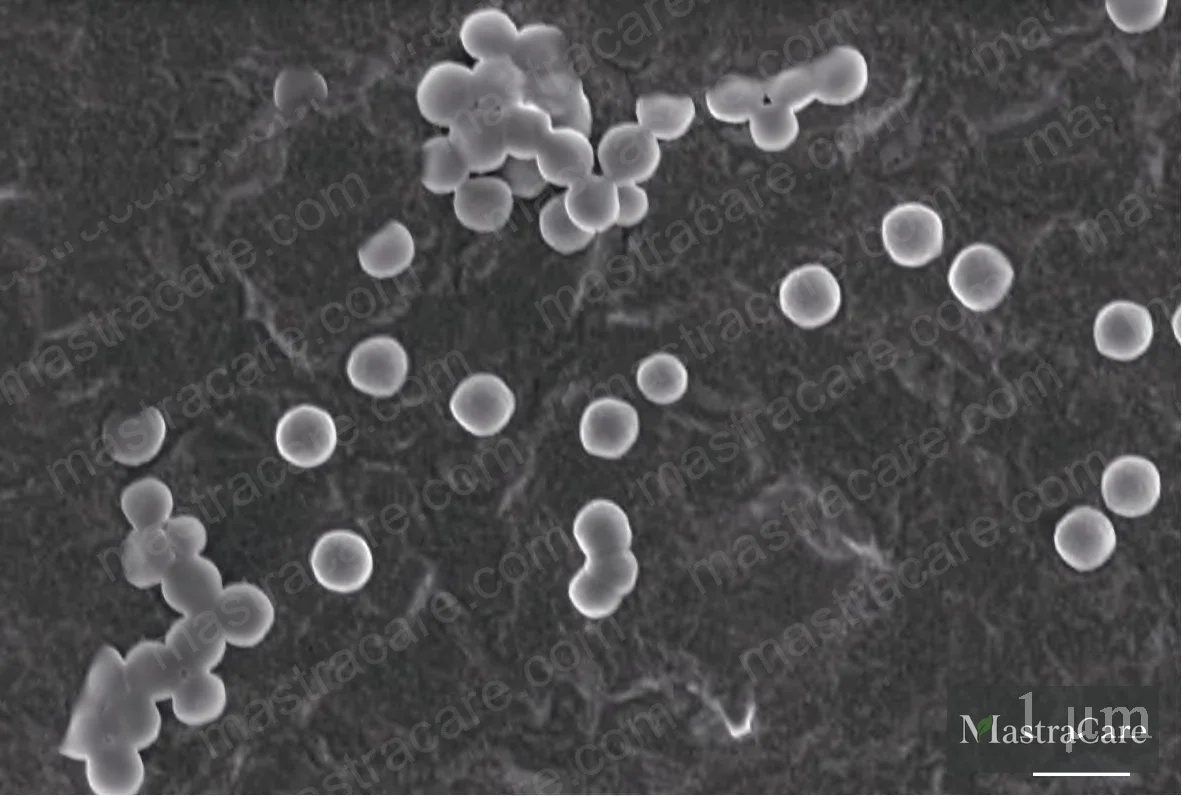
SEM imaging confirms the coacervation process produces regular spherical capsules with smooth surfaces, no visible indentations or wall defects, and consistent sizing around 300 nm. This is in the nano-to-submicron range — relevant because it affects emulsion aesthetics and skin feel in the finished cream. At this size, the encapsulated fraction disperses without graininess and integrates cleanly into both oil-in-water and water-in-oil systems.
Structural Confirmation: No Chemical Change During Encapsulation
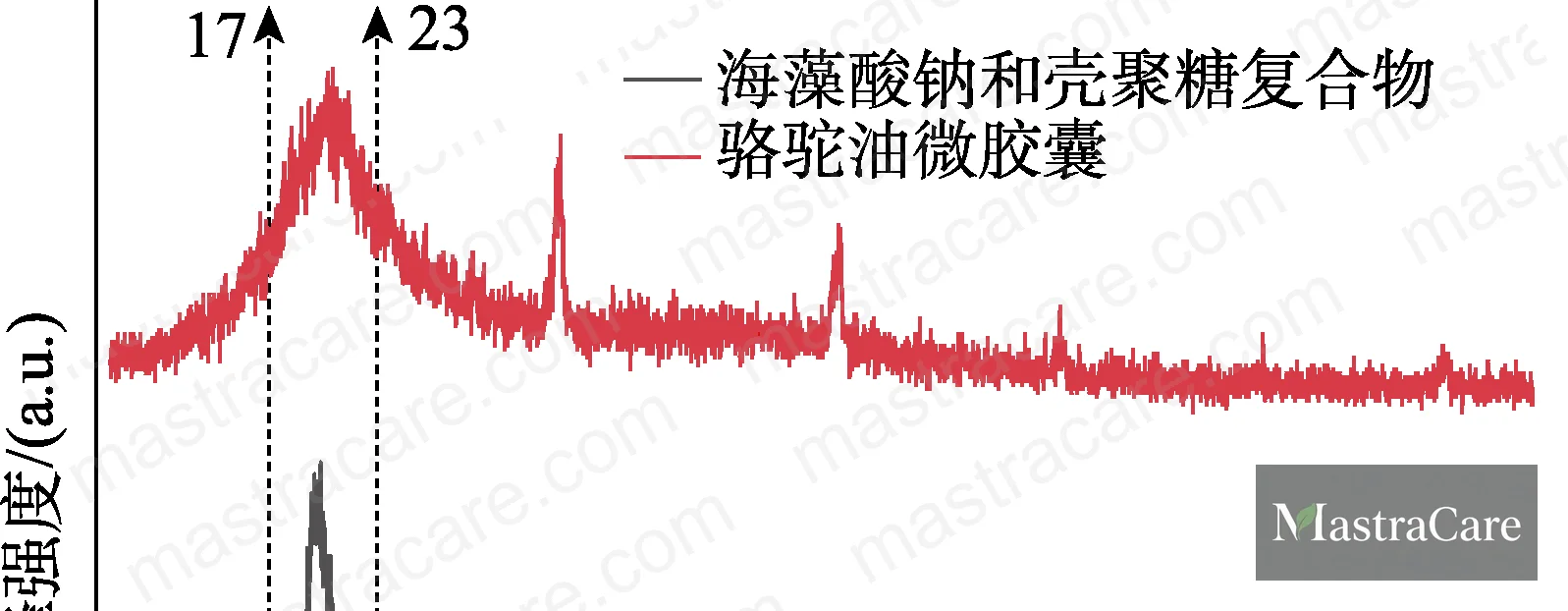
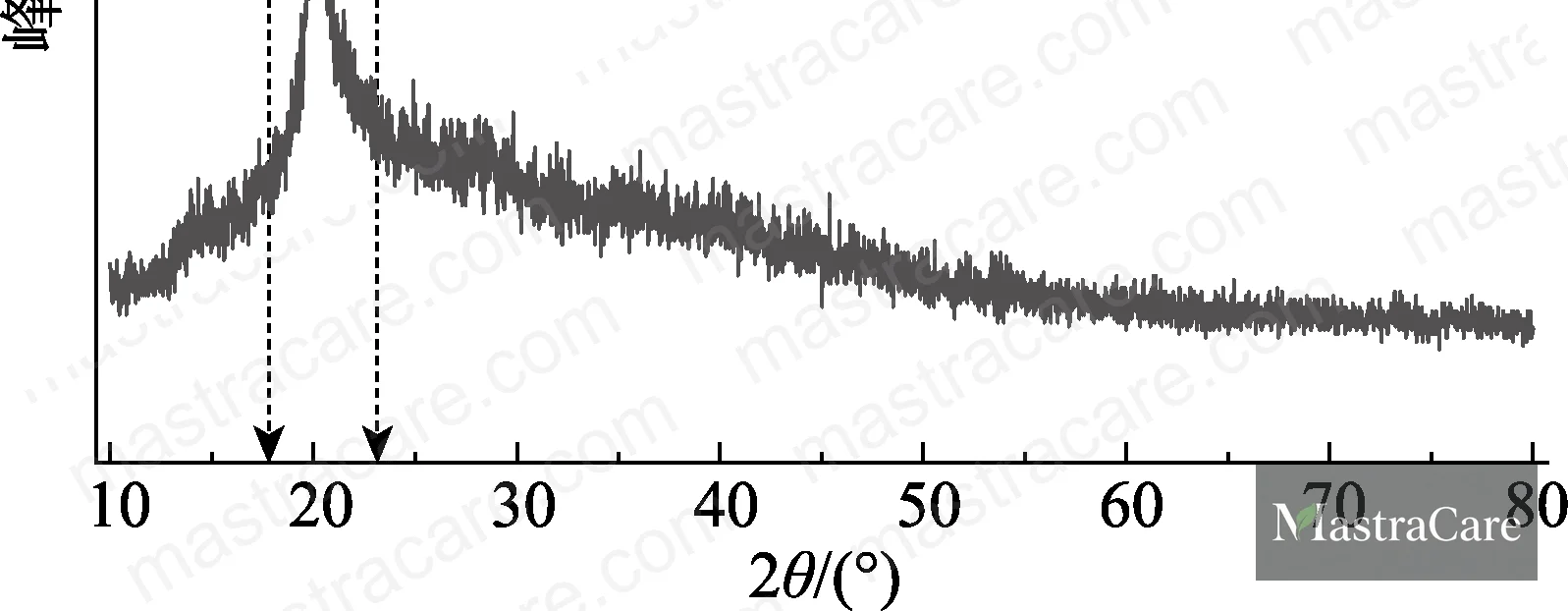
XRD analysis of the sodium alginate–chitosan composite shows a characteristic diffraction peak at 2θ = 20°, consistent with the amorphous nature of natural polysaccharides. The camel oil microcapsule retains this peak — confirming the encapsulation is a physical process with no new chemical species formed. Additional diffraction peaks in the microcapsule at 2θ = 32°, 45°, 56°, and 75° are attributed to the encapsulated camel oil, indicating the core material is intact within the wall. Peak narrowing also indicates increased crystallinity post-encapsulation, which correlates with improved structural stability.
Thermal Stability
This is where the encapsulated format earns its place in hot-process manufacturing.
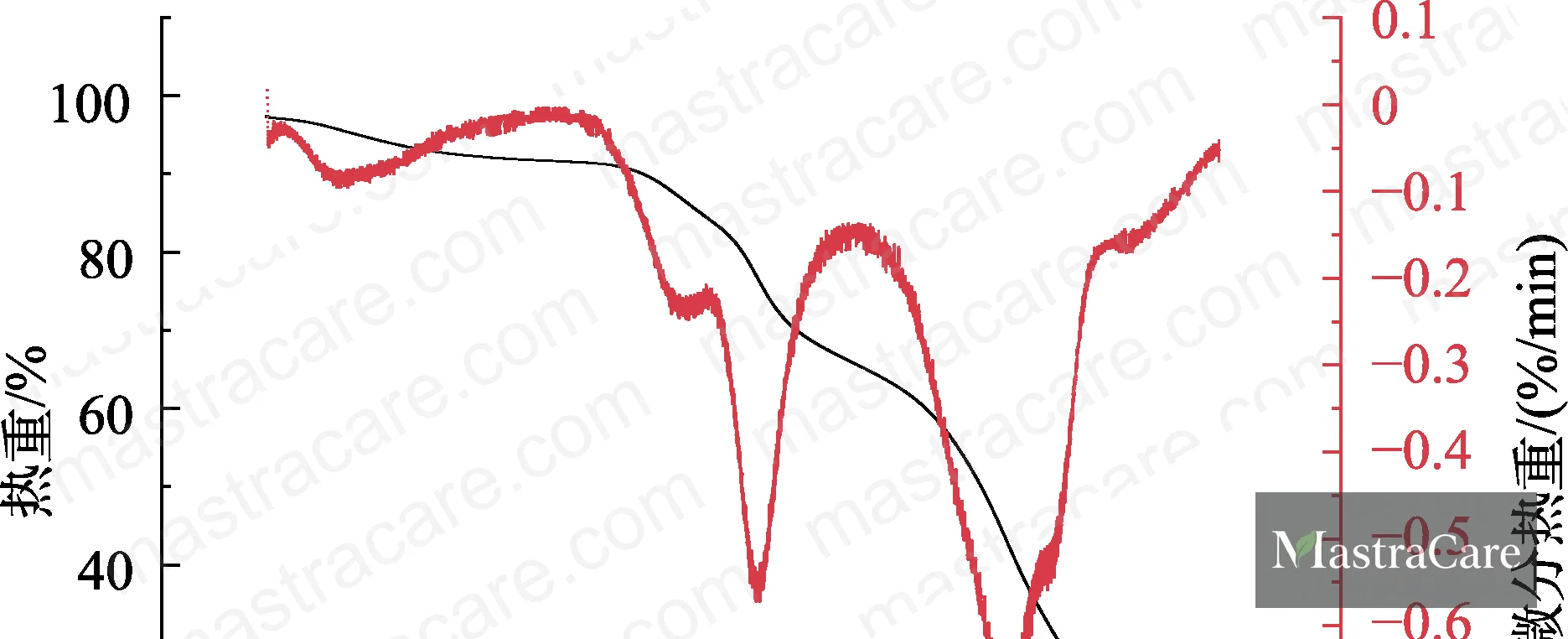
TGA profiling under nitrogen atmosphere (20 mL/min, ramp rate 10°C/min, 30°C to 500°C) shows four distinct degradation zones:
- 30–115°C: ~8% mass loss from surface moisture and trace oil evaporation
- 115–220°C: essentially flat — no significant mass loss; the alginate–chitosan shell maintains integrity
- 220–425°C: active decomposition begins; the electrostatic bonds between alginate and chitosan break down
- 425–500°C: slow terminal mass loss; core fully released, organic wall carbonization
The practical implication: camel oil microcapsules remain structurally stable up to 220°C, which covers typical cosmetic manufacturing conditions including hot-phase emulsification at 70–85°C with significant safety margin. Raw camel oil in the same thermal environment would be actively oxidizing.
Oxidative Stability: The Number That Matters Most
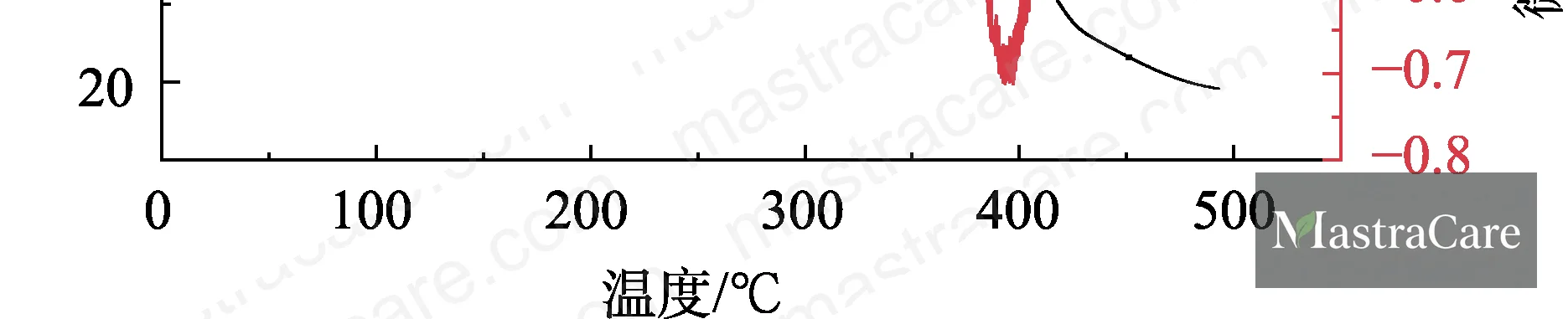
Storage stability was evaluated using the Schaal oven method — samples held at 60 ± 1°C for 7 days, with peroxide value (PV) measured daily per GB 5009.227–2016 (titrimetric method).
By day 7:
- Raw camel oil PV: 10.38 mmol/kg
- Camel oil microcapsule PV: 3.86 mmol/kg
The encapsulated format shows roughly one-third the oxidation rate of the raw oil under identical accelerated conditions. The wall material creates a physical oxygen barrier and provides some thermal insulation effect, significantly decelerating the lipid oxidation chain reaction. This is the quantitative case for encapsulation — not just a formulation preference.
This type of accelerated oxidative stability testing is standard in active ingredient qualification and the data here maps directly to real shelf-life projection models.
Facial Cream Application: Formulation Stability and Sensory Performance #
The cream formulation built around these microcapsules is a conventional O/W structure, but the key development variables are Carbomer 934 loading and microcapsule inclusion level — both of which have non-linear effects on emulsion stability.
Carbomer 934 Optimization
Stability scoring across a 0.4% to 0.9% loading range peaks sharply at 0.5% (stability score: 38), then declines steadily to 30 at 0.9%. Over-thickening with carbomer is a common formulation error — higher polymer concentration doesn’t improve emulsion integrity at this system composition; it creates a gel network stiff enough to trap air and generate shear-induced instability during filling.
Microcapsule Loading
The stability-vs-loading curve shows a more complex shape. At 2.5%, the system is stable but under-loaded for efficacy. Stability score peaks at 3.25% (score: 38), dips slightly at 4.0–5.5%, then recovers at higher loadings — likely due to the microcapsule particles contributing structural viscosity at elevated concentration. The formulation team confirmed 3.25% as the optimal loading, balancing stability, sensory, and active delivery.
Final Cream Formula (reference composition)
| Ingredient | Function | Level (%) |
|---|---|---|
| Cetearyl alcohol | Emulsion stabilizer / thickener | 2.0 |
| Caprylic/capric triglyceride | Emollient, carrier oil | 3.0 |
| Dimethicone | Skin feel modifier | 2.0 |
| Carbomer 934 | Rheology modifier | 0.5 |
| Camel oil microcapsules | Active delivery system | 3.25 |
| Glycerin | Humectant | 5.0 |
| Propylene glycol | Humectant / co-solvent | 4.0 |
| Glyceryl stearate | Co-emulsifier | 1.0 |
| Vitamin E | Antioxidant | 5.0 |
| Allantoin | Soothing agent | 0.2 |
| Phenoxyethanol | Preservative | 0.5 |
| Triethanolamine | pH adjuster | 0.2 |
Quality Evaluation
The finished cream was evaluated against QB/T 1857–2013 (Emollient creams and lotions, China cosmetic industry standard). Key results:
- pH: 7.6 (within the 4.5–8.5 specification range)
- Sensory score: 21.6 / 30 — rated across scent, moisturization, and spreadability
- Appearance: uniform off-white paste, no delamination or phase separation observed
- Skin reaction: 10-subject consumer trial, zero adverse reactions reported
The system is also INCI-aligned for chitosan and sodium alginate, both of which have well-established safety profiles in topical applications.
Practical Guidance for Buyers #
Honestly, most buyers evaluating encapsulated oils spend too much time on the active’s functional claims and not enough on the wall system. The biopolymer combination here — sodium alginate and chitosan via polyelectrolyte complexation — gives you a clean-label, biodegradable shell with documented thermal stability to 220°C and real oxidative protection data. That combination is harder to find than it sounds.
In our supplier qualification work across encapsulated-oil ingredients at MastraCare — a Guangzhou-based OEM/ODM formulation partner supplying active ingredient systems for international brands — we’ve found that the critical spec to verify isn’t claimed encapsulation rate. It’s the PV trajectory under accelerated storage. Ask for a Schaal test comparison between encapsulated and raw material. If a supplier can’t produce that data, the product hasn’t been properly qualified.
For buyers targeting barrier-repair or skin hydration formulas, camel oil microcapsules at 3.25% loading in an O/W cream base represent a technically sound and shelf-stable delivery approach. If you’re building a private-label or bespoke formulation around this active, start with the carbomer and microcapsule loading as your primary stability variables — the interaction between these two components is more sensitive than the formulation data first suggests. Our team can support the full RFQ process from encapsulation technology selection through finished cream prototype.
Frequently Asked Questions #
Why does raw camel oil oxidize so quickly, and does encapsulation fully solve the problem?
The instability comes from the high unsaturated fatty acid content — around 40% — which makes camel oil significantly more susceptible to lipid peroxidation than more saturated oils. Encapsulation doesn’t eliminate oxidation; it dramatically slows it. The Schaal oven data shows a peroxide value of 3.86 mmol/kg vs. 10.38 mmol/kg for raw oil after 7 days at 60°C — roughly a 63% reduction in oxidation rate. In a properly sealed finished product at ambient storage, that translates to a meaningfully extended shelf life.
What wall materials are used, and are they cosmetic-grade safe?
The system uses sodium alginate and chitosan in a polyelectrolyte complex formed through their carboxyl and amino groups under controlled pH. Both are natural polysaccharides with well-established cosmetic and pharmaceutical safety profiles. They’re INCI-listed and compatible with standard cosmetic formulations. Neither presents regulatory complications for markets in North America, Europe, or Southeast Asia.
Can this encapsulation system survive hot-process manufacturing?
Yes. TGA confirms the microcapsule shell is thermally stable up to 220°C with no significant mass loss between 115°C and 220°C. Standard hot-process emulsification runs at 70–85°C, which sits well within that stability window. The 220°C ceiling provides substantial process safety margin for most cosmetic manufacturing scenarios.
What’s the right inclusion level for a moisturizing cream?
Based on formulation stability data, 3.25% microcapsule loading is the empirically confirmed optimum in an O/W system with 0.5% Carbomer 934. At 2.5% you’re under-utilizing the active. Above 4.0%, stability scores dip before recovering — a non-linear response that’s easy to misinterpret as acceptable. Stay at 3.25% unless you have specific stability data to support deviation.
How does the 300 nm particle size affect consumer sensory perception?
At approximately 300 nm, these capsules are in the submicron range. They disperse without graininess, integrate smoothly into cream texture, and don’t produce the “bead-on-skin” tactile artifact that larger microcapsules sometimes create. The cream formulation tested here scored 21.6 out of 30 on sensory evaluation with zero adverse reactions across a 10-person trial — which is a respectable baseline for an early-stage prototype.
Published by mastracare.com Technical Team | Request a sourcing quote
Content reviewed by james.luo | © mastracare.com — All rights reserved. Unauthorized reproduction prohibited.



